 電子工作専科
電子工作専科
NEJE Master2 20W ソフト
(2020.7.15 作成)
NEJE Master2のソフトを紹介しようと思います。しかし紹介するといってもソフト自体は別ページで紹介しているMaster1のソフトとほぼ同じなのでそちらも合わせて見てみてください。またハードウェアについてはこちらのページで紹介していますのでまずはそちらも見ていただければと思います。
公式ソフト
本記事執筆時点の最新バージョンはV5.3.1です。頻繁に更新されているので、以下の内容は古くなっているかもしれませんがご了承ください。
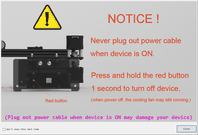
まずUSBをつないでソフトを立ち上げると原点復帰動作が問答無用で始まります。その後左のような注意画面が立ち上がります。
電源を切る前に赤いボタンを1秒以上押してレーザーを消してから電源を落とすようにという注意です。寿命が短くなるなどの不具合が予想されるので、確実に守るようにしましょう。

注意画面を閉じると右のような操作画面が立ち上がります。あとはこの画面に焼きたい画像ファイルをDrag&Dropして言われるがままにポチポチ設定し、再生ボタンを押せば加工が開始します。
特に悩むところはないんじゃないかな?と思います。

お試しで付属していた木片にサンプル画像を加工してみました。10%パワー10ms描画で書きましたが、とてもうまく加工ができたと思います。
NEJEの加工ソフトは事前に加工エリアが分かるように外形に沿って動作をしてくれるので、写真のように周囲に隙間がないギリギリのサイズでもほぼ狙い通り加工を行うことができます。これは後に紹介するgrblでは組み込まれていない動作であり、公式ソフトを使うメリットの一つかと思います。
公式ソフト gコード対応
旧Master1の場合と全く同じですが、いくつかのコマンドにのみ限定した形でGコードファイルを使用することができます。詳しくは以前作成したページをご確認ください。
以下がベストな方法かはわかりませんが、管理人が使う場合は
- FusionPCB、KiCADなどで描きたい線を描画し、DXF/SVGファイルとして出力
- Inkscapeで読み込み不要な線の削除など追加工
- Inkscapeの公式プラグインであるgcodetoolsを用いてgコードを吐き出し。その際、tool libraryはdefault toolを選び、gcode before pathにM03, gcode after pathにM05を指定。これはレーザーのOn/Off指示です。
- gコードファイルを書き出し
- 先のページで公開している不要コード除去ソフトを使用してG01, G02, G03, M03, M05以外のコードを削除
結構面倒ですが、慣れれば簡単にできます。
LaserGRBL
私のサイトでも紹介している中華製CNCなどでは機器の制御にgrblというオープンソースのソフトが使用されていることが多いです。NEJE1でもgrblは使用できていましたがバージョンが古く、また独自の改変も入っていたためうまく動きませんでした。
しかしNEJE Master2では比較的新しいgrbl v1.1fに対応しているので公式ソフト以外の別の加工ソフトを使用できます。その一つとして、公式サイトでも紹介されているLaserGRBLを使用してみたので紹介しようと思います。
なお、公式ソフトではなくgrblを使用するメリットとしては細かな制御ができるという点が挙げられます。例えば加工の途中でレーザーの送り速度や強度を変更できます。このため模様を描くのと外形の切断を一つの加工データで行ったり、点の集合ではなく本当のグラデーションとして画像を焼けたりもします。調整はかなり大変ですが。。

さて、実際にgrblで動かす方法ですが、いたって簡単です。まず公式wikiからGRBL_Uploaderをダウンロードし、ファームウェアを書き換えます。
左の図がこのGRBL_Uploaderの画面ですが、grbl_1.1fのボタンを押すだけで書き換えが完了します。

あとはLaserGRBLをダウンロードして接続するだけで使えるようになります。
使い方はあまり難しいことはなく、加工原点にレーザーを移動させたのち原点に設定してから加工を開始するだけです。
加工が始まるまではレーザーが常に弱く光っているので位置合わせも簡単に行うことができます。
ただソフトは簡単に使えるとしても、送り速度(Feed rate)やレーザー強度(Spindle speed)をどのように設定するか難しいですよね。そこでこの調整を手助けするGコードファイルを作成するpythonスクリプトを作成しました。これは単に送り速度とレーザー強度を変えながら四角を順次描画する簡単なものです。
このスクリプトを使用して私が実際に加工条件を調べるために実施した加工例を下に示します。この画像からFeed rate 500mm/min, レーザー90%ぐらいで加工すればよさそうなことが分かりました。


# -*- coding: utf-8 -*-
'''
G code generater to laser cutting adjustment
Copyright (c) 2020 DenshiKousakuSenka
This software is released under the MIT License.
http://opensource.org/licenses/mit-license.php
This script create squares with varying feed rate and pass.
If the output file already exists, it will be overwritten.
Be sure to focus the laser on the material surface before start operation.
This script made for NEJE Master 2
'''
# parameters
fname = 'LaserEngraveAdjust3'
F0 = 500 # initial feed rate mm/min
dF = 100 # pitch of changing feed rate
M = 6 # number of feed rates
S0 = 500 # initial laser power
dS = 100 # pitch of changing laser power
smax = 1000 # max lase power
N = 5 # number of lser powers
p = 3 # square pitch
L = 2 # square size
# Codes
L2 = L * 0.5
with open(fname+'.nc', mode='w') as fout:
# Initialize
fout.write('$32=1\n') # Enable laser mode
fout.write('F500;\n') # Feed rate
fout.write('G49 G80;\n') # G49:Cancel tool offset, G80: Motion mode cancel
fout.write('G17 G21;\n') # G17: Select XY plane, G21: units mm
fout.write('G90;\n') # G90: Absolute distance mode
fout.write('M05 S0;\n') # M05: Stop laser, S0: pwm=0
# Write rectangle
for f in range(M + 1):
cx = (f + 0.5) * p
for s in range(N + 1):
cy = (s + 0.5) * p
ss = S0 + s * dS
if ss > smax:
ss = smax
fout.write('M04 S{0:d};\n'.format(ss))
fout.write('F{0:d};\n'.format(F0 + f * dF))
fout.write('G00 X{0:.3f} Y{1:.3f};\n'.format(cx - L2, cy - L2))
fout.write('G01 X{0:.3f} Y{1:.3f};\n'.format(cx - L2, cy + L2))
fout.write('G01 X{0:.3f} Y{1:.3f};\n'.format(cx + L2, cy + L2))
fout.write('G01 X{0:.3f} Y{1:.3f};\n'.format(cx + L2, cy - L2))
fout.write('G01 X{0:.3f} Y{1:.3f};\n'.format(cx - L2, cy - L2))
fout.write('M05;\n') # laser off
fout.write('\n')
# Finalize
fout.write('S0;\n')
fout.write('G00 X0.Y0.Z0.;\n') # go back to zero
fout.write('$32 = 0\n') # Disable laser mode
fout.write('M30;\n') #program end


n_shinichi (木曜日, 12 8月 2021 07:44)
管理人さんのおかげです。
センス・・・の課題が出なかったら雑にやってたと思います。
後でお見せしたいと思っもんで、ハードル上がりました...
でも結果、丁寧にやってよかったです。
愛情湧いて大事に使おうって気になりますね♪
ありがとうございました!
管理人です (水曜日, 11 8月 2021 18:31)
スイッチ付けたんですね!!
しかもすごいスマートについていますね。私より明らかにセンスがありそうです。
私だとセンスがないのでグチャグチャになる→本体に対する愛情がなくなるというパターンになりそうで怖いです。
後は加工時にスイッチを入れるのを忘れないようにするだけですかね。本体を壊すだけならまだしも、何か失敗して失明とか重大事故が起きると大変なのでぜひお気を付けください。
n_shinichi (水曜日, 11 8月 2021 08:53)
ファンSW付けてみました。
センス良くついたかどうかは・・・
よかったら、覗いてみてください。
https://n-shinichi.hatenablog.com/entry/2021/08/11/083614?_ga=2.114963201.789710036.1628416612-124876159.1618931563
n_shinichi (火曜日, 10 8月 2021 00:01)
そうですか...
ぼくは、5年間トミーがMip君発売した時、衝撃を受けて...でも15000円も掛ければできるんじゃね?って思ってたけど最近、4000円以下まで下がって買ってしまって改めてその性能の高さに驚いて4000円くらいで同等性能のもの自作できるかな? ってのが始まりです。
仕事ではずっと地味な組込みマイコンばかり触ってきてて、最近の汎用IoTマイコンの性能の高さに驚く日々です...
NEJE・・・そうですね... 確かにセンスですね...
どうしようかなぁ
管理人です (月曜日, 09 8月 2021 20:06)
トルクはかなり不足していたので、モーターを交換しないといけなかったと思います。そうなるとかなりの大規模改修なので、当時は心が折れちゃいましたね。今はAliexpressで組みあがったのを売っているので、それを見てますますゼロから作るという意欲が薄れちゃいました。。。
NEJEが改修しているgrblに温度を出力する仕様がついてなければそもそも無理じゃないでしょうか?本体を一度分解してファンの線を出してやれば手動スイッチはできるんじゃないでしょうか?最大の問題はカッコ悪いってことですが、これはセンス次第ということで。。。
n_shinichi (月曜日, 09 8月 2021 19:52)
>諦めた・・・
もったいない...
物自体で来てて、モータのトルク不足は対策はされたのでしょうか?
後はPIDチューニングをまじめにやればいけるんじゃないですか...
PIN・・・NEJEwikiにあったんですね。ありがとうございます。
ファンのPINないですね..。電源と連動かなぁ...
温度出力、、、NEJEのソフトでは常に表示されてましたが
LaserGRBLでモニタすることはできないもんでしょうか。
gcodeにそういうのなさそうだけど・・・
管理人です (月曜日, 09 8月 2021 18:14)
玉乗りは諦めちゃいましたねぇ~
今だったらいくつかhow toを書いた文献もあるので作れるような気がするのですが、どうも気分が乗ってこないです。というかすべてに対して気分が乗ってこないです。。。
さてレーザーのPin配ですが、NEJE wikiにあったと思います。
<https://wiki.nejetool.com/doku.php?id=laser_module_308020w>
あたりがそうかと思うのですが、この型番でいいのかどうか。。。
n_shinichi (月曜日, 09 8月 2021 16:55)
こんにちは。
これを機会に・・・他のところもいろいろ拝見させて頂いてます。
いろいろすごいです!
機械系の方なんですか...ぼくもです。
ぐうたらのとこにある玉乗りはどうなったんですか・・・
乗ったって話、見つけられませんでした。
倒立振子系ロボ、自分もは最近ハマってまして。
M5stick使うと、数十年前の苦労はなんだったんだろう,,,です。
p.s. レーザーの4本線、どれがファンかご存じですか
止め方がわからんのでスイッチつけようかと思ってまして。
管理人です (月曜日, 09 8月 2021 11:16)
ご参考になれば幸いです!
VBAは大昔に使ったことがあるんですが、とっても使いにくかった記憶しかないです。何が使いにくかったのかすら覚えてないですが。。。
それにエクセルは今は持っていますが、値段が高いのでPC買い換えたらなくなると思っています。個人用途ではWeb版で十分ですね。
一方でpythonは個人的には使いづらい言語なので嫌いなのですが、様々なライブラリが無料で公開されているので便利に使えますね。何を目的にプログラムを作るか次第ですが、おすすめの一つになるとは思います。
ただし今回はGコードを書きだす程度なのでpythonでなくてもよかったのですが、勉強を兼ねてpythonを使ったって感じでしょうか?
n_shinichi (月曜日, 09 8月 2021 10:31)
エクセル、ありがとうございました。
参考になりました。
python・・・昔、話題になりだしたころ触ったけどもう忘れて...
なんでpythonがいいんでしょ?
エクセルで作ってたなら・・・VBAに代わってくならわかるけど^^
管理人です (月曜日, 09 8月 2021 09:37)
ちょうど同じ時間に書いていたんですね。ちょっと面白いです。
さて、エクセルでgcodeって以下のページですかね?
<http://denshikousakusenka.blog.fc2.com/blog-entry-93.html>
こちらであればリンク切れを修正しておきました。
でもこれって今見るとひどい出来です。。。あまり参考にならないかと。
上の記事を書いたときはpython使い始める前だったのかな?
以下のページではpythonのスクリプトを公開しているので、こちらを参考に修正するのがお勧めです。
<https://denshikousakusenka.jimdofree.com/cnc/%E8%AA%BF%E6%95%B4%E7%94%A8%EF%BD%87%E3%82%B3%E3%83%BC%E3%83%89/>
こちらはこちらでメンテしていないので、ひどい出来なのですが、、、
ファンは何でしょう?
ちょっと私もこの個体しか持っていないのでよくわからないです。
試しに添付のソフトを使ってみるとか?
n_shinichi (月曜日, 09 8月 2021 09:15)
ありがとうございます。
あー ちょうど先の書いてる時に入れ違いみたいで...
そうですかファン、止まりますか。
何か設定がおかしいのかな...
原点、やっぱり変でしたか...
n_shinichi (月曜日, 09 8月 2021 09:12)
while、for文はGRBLでは使えないんですね...
電子工作専科のぐうたラボ・・・も管理人さんなんですよね?
5年ほど前にエクセルでgcode出力するのを作られたようですがリンク先は期限切れ?みたいです。またどこかにアップしてもらうことはできませんでしょうか。
管理人です (月曜日, 09 8月 2021 09:11)
ごめんなさい
LaserGRBLってNEJEを購入してからほとんど使っていないんですよね。
CNCについていたレーザーを使用していた時はLaserGRBLを使用していたのですが、NEJEになってからは標準のソフトばかり使っていました。
今久しぶりに使ってみたのですが、確かに原点位置おかしいですね。
結局毎回原点を自分で設定しないといけないっぽいですね。何のための原点復帰なんでしょうね。
ファンについては勝手に切れませんか?
私のものは電源を入れると数秒ファンが回りますが、すぐに止まってレーザーを動かさない限り静かにしていますよ。
工作は何か欲しいものがないとやらないですねぇ~。これといって作りたいものが思いつかないんですよねぇ。購入したほうが自作したよりよっぽどいいものの場合が多いので。。。
n_shinichi (月曜日, 09 8月 2021 08:33)
度々すみません。
LaserGRBLだと絶対座標のYがマイナスになりませんか?
何か勘違いしてるだけなのかもですが
ボード直近の原点は0,0 なのですが加工エリアに向かって動くと
Xはプラスで座標が増えますが、Yはマイナスで大きくなっていきます。
なので、0,0中心の円などいったん加工エリアの中央に移動してから加工開始しないと、 ガガガッ ってなります...^^;
工作熱、復活させましょ♪
n_shinichi (日曜日, 08 8月 2021 23:07)
こちらこそ、管理人さんのブログ、とても参考になりました。
質問にすぐ答えて頂けるところなどとても助かりました。
ところでMaster2、電源入ると冷却しっぱなしでファンの音がにぎやかですが止まってる時とか、温度が設定以下で止めることできないのでしょうか。
gcodeでM106でファンON,M107でOFFとかあると思いますがUnsupportedと出てできないんですよね。。。
管理人です (日曜日, 08 8月 2021 22:34)
ブログでの紹介ありがとうございます!
少しでもご参考になったのであればうれしいです。
サイトは拝見させていただきましたが、難しそうなのを作ろうとされているんですね。純粋にすごいと思いました。
私はここのところ工作熱がすっかり冷めてしまってな~んにもしてないですね。何か作りたいものでも降りてこないかな~と思ってます。。
n_shinichi (日曜日, 08 8月 2021 21:02)
なんとかやりたいことができそうなとこまできました。
ありがとうございました。
ブログで電子工作専科管理人さん紹介させて頂きました。
https://n-shinichi.hatenablog.com/entry/2021/08/08/205438?_ga=2.44897954.789710036.1628416612-124876159.1618931563
n_shinichi (日曜日, 08 8月 2021 10:38)
ありがとうございます!
右下クリックするとメニュー出てくるのに気づくのに手間どりました。 カーソルが一般のクリックできるとこで変わる指カーソル?に変わらないので・・・隠しメニューみたい...
管理人です (日曜日, 08 8月 2021 09:21)
色々と挑戦していると楽しいですよね。
私は最近使っていないので、間違えているかもしれませんが
オンラインヘルプによるとリアルタイム変更はできそうに見えます
<https://lasergrbl.com/usage/overrides/>
また最大値はデフォルトで1000じゃなかったでしたっけ?
私のおぼろげな記憶だとgrblのconfiguration $30(Max spindle speed, RPM)で決めたような気がします。
LaserGRBLのgrbl-grbl configurationで確認できると思います。
Gコードを直接編集できるのが玄人好みでいいですよね。
頑張って下さい!!
n_shinichi (土曜日, 07 8月 2021 21:04)
NEJE_v5.6からファームウェアLaserGRBLv4.4.1で修行中です。
Laser 出力の強さは255が最大・・・でしょうか?
出力、速度の調整はどこかでNEJE純正のようにリアルタイムで可変にできますでしょうか? 今はGRBLコードを書き換えてやってるので変わった感じがわかりにくいので調整しづらくて。
以上、ご存じでしたらよろしくお願い致します。
管理人です (土曜日, 07 8月 2021 20:14)
今久しぶりに見てみると確かに38.4kbpsがrecommendedになっていますね。これまで私は115.2kbpsで使っていたように思います。
通信エラーが原因だとすると動作中にいきなり止まるかもしれないので、38.4kbpsがいいような気がしますね。
大切な加工中に止まるというのは悲劇なので。
たぶん体感速度に差はないんじゃないかと思います。
n_shinichi (土曜日, 07 8月 2021 15:08)
38.4kbps版が!!!Recommended!!!となっていて、
grbl_1.1fが今はNot recommended. となってるのが気になるところです。。。が
115.2kbpsのはボーレートエラーが出やすかったのでしょうか?対策したみたいなこと書かれてます。
でも、実績のある?、旧型?の112.5bpsでまず試してみます。
n_shinichi (土曜日, 07 8月 2021 14:55)
早速のお返事ありがとうございます!
安心しました、試してみます!
以上、よろしくお願い致します。
管理人です (土曜日, 07 8月 2021 10:54)
n_shinichiさん
コメントありがとうございます!
何度でも書き換えられますし、簡単に元にも戻せます。
色々とトライしてみてください!
n_shinichi (土曜日, 07 8月 2021 10:43)
参考になります。ありがとうございます。
ファームウェアは戻すことができるのでしょうか